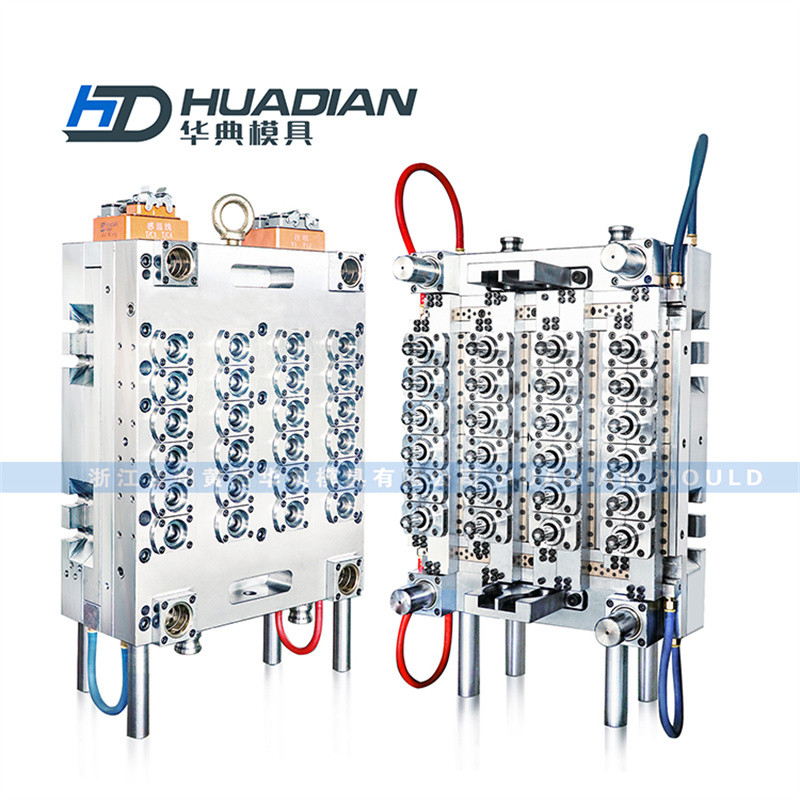
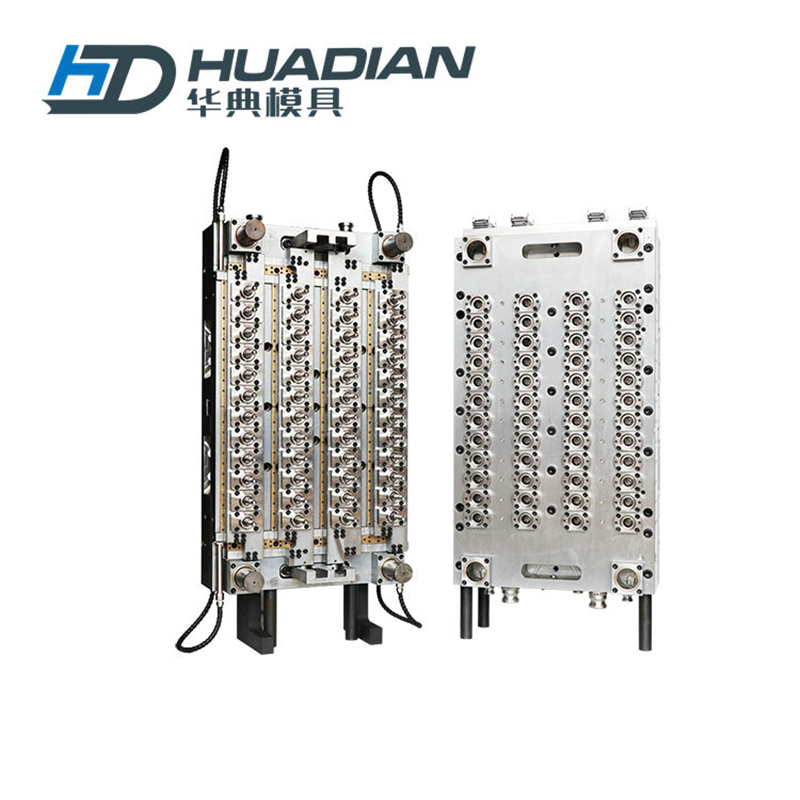
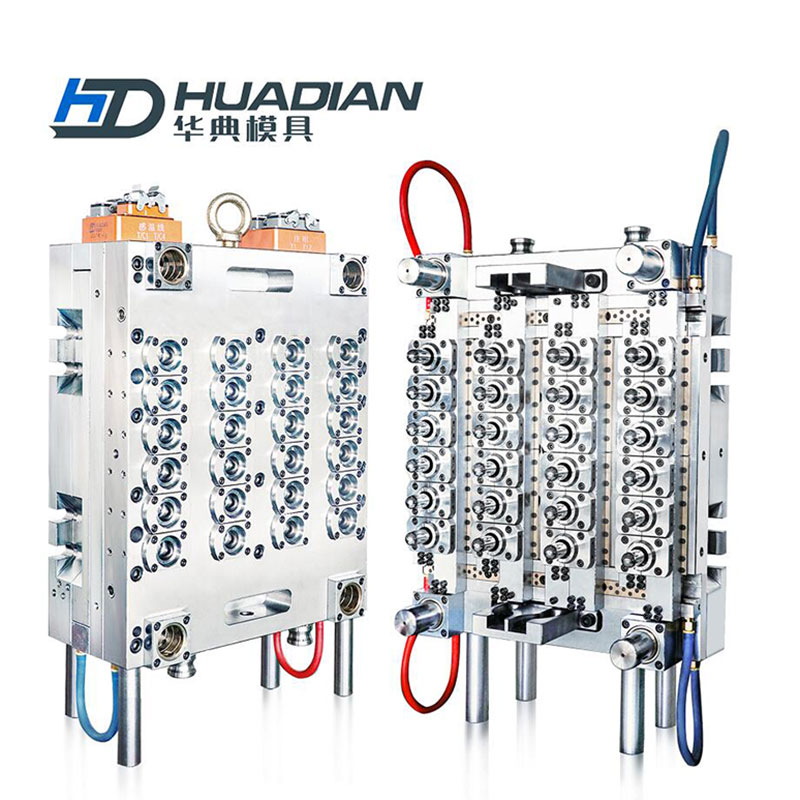
24 Cavities Perform Mold 38mm 45grams




Product Video
Specifications
| Cavity | Perform | Mold Size | Mold Weight | Cycle Time | |||
| Weight(g) | Neck(mm) | Height(mm) | Width(mm)) | Thickness(mm) | (kg) | (sec) | |
| 2(1*2) | 720 | 55 | 470 | 300 | 608 | 330 | 125 |
| 4(2*2) | 720 | 55 | 490 | 480 | 730 | 440 | 130 |
| 8(2*4) | 16 | 28 | 450 | 350 | 410 | 475 | 18 |
| 12(2*6) | 16 | 28 | 600 | 350 | 415 | 625 | 18 |
| 16(2*8) | 21 | 28 | 730 | 380 | 445 | 690 | 22 |
| 24(3*8) | 28 | 28 | 770 | 460 | 457 | 1070 | 28 |
| 32(4*8) | 36 | 28 | 810 | 590 | 515 | 1590 | 28 |
| 48(4*12) | 36 | 28 | 1070 | 590 | 535 | 2286 | 30 |


The advantage on Hot Runner Technique
1. Reduce the wastage and cost of raw materials.
2. Reduce the work for recycle,classification,smash,dry,and store of waste, improve the work efficiency, save time and space.
3.Avoid to use the returned materials which will influence the quality of product.
4.Guarantee the product in the same quality level
5.Increase the injection volum,Improve the compressibiity of plastic melt
6.Intesify the injection function, improve the technique
7.Reduce the time of injection and pressure maintaining
8.Reduce Clamping force
9.Shorten Mold opening stroke of injection operation, Elimiate the time of taking out the Nozzle material
10.Shorten the injection cycle, improve the automation and work efficiency
Key Performance of Hot Runner System
1.Control the temperature of plastic melt precisely, Elimiate the degration of materials.
2.Naturally balanced runner desgin, Mold Cavity evenly filled.
3.Suitable size of Hot Nozzle can be sure the plastic melt mobile successfully and mold cavity are filled evenly.
4.Correct gate structure and size can guarantee the mold cavity evenly filled,Needle valve gate closed in time, to shorten cycle time.
5. No dead angle in runner, insure to change the color quickly, avoid materials degration.
6. Mininize Pressure lose
7. Pressure maintaining time is reasonable.
HuaDian Mold - mold data
| NO. | Name | Desciption | Hardness | |
| 1 | Mold base material | P20 | 28-32 | |
| 2 | Core,cavity | S136 | 48-52 | |
| 3 | Screw neck | S136 | 48-52 | |
| 4 | Cooling mode | Mold core, neck cooling | ||
| 5 | Cooling mode for core plate and cavity plate | 1 in, 1 out | ||
| 6 | Out of center(MM) | "+/-0.08MM | ||
| 7 | Cycle injection time | 8-23 Seconds | ||
| 8 | Delivery time | 55 Days after desgins confirmed | ||